Driftsprincip
Princippet om driften af en højovn er som følger: malmafgift med koks og kalksten strømmer ind i modtagekammeret. I den nederste del er der en periodisk udledning af støbejern / ferrolegeringer og separat af slaggesmeltningen. Da niveauet af materiale i højovnen falder under frigivelse, er det nødvendigt at indlæse nye ladningspartier samtidigt.
Driftsprocessen er konstant, forbrændingen opretholdes med en kontrolleret iltforsyning, hvilket sikrer større effektivitet.
Designet af højovnen sikrer en kontinuerlig proces med malmbearbejdning, masovnens levetid er 100 år, eftersyn udføres hvert 3-12 år.
Proceskemi
Kemiske processer er oxidative og reduktive. Den første betyder forbindelsen med ilt, den anden tværtimod afvisning af den. Malm er et oxid, og for at opnå jern kræves et bestemt reagens, der kan ”fjerne” de ekstra atomer. Den vigtigste rolle i denne proces spilles af koks, der under forbrændingen frigiver en stor mængde varme og kuldioxid, der ved høje temperaturer nedbrydes til monoxid, et kemisk aktivt og ustabilt stof. CO stræber efter at blive dioxid igen, og når de mødes med malmmolekyler (Fe2O3), "fjerner" al ilt fra dem og efterlader kun jern. Der er selvfølgelig andre stoffer i råmaterialet, unødvendige, der danner affald, kaldet slagge. Sådan fungerer højovnen. Fra kemisk synspunkt er dette en ret simpel reduktiv reaktion ledsaget af varmeforbruget.

Højovnsfoto

Foto1

Foto 2

Foto 3
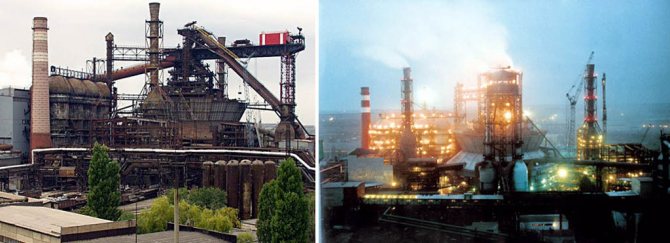
Foto4

Foto 5
Hvem opfandt?
Den moderne højovn blev opfundet af J. B. Nilson, der først begyndte at opvarme luften, der blev leveret til højovnen i 1829, og i 1857 introducerede E. A. Cowper specielle regenerative luftvarmere.
Dette gjorde det muligt at reducere forbruget af koks betydeligt med mere end en tredjedel og øge ovnens effektivitet. Forud for dette blev de første højovne faktisk tørblæst, dvs. uberiget og uopvarmet luft blev blæst ind i dem.
Brugen af cowperser, det vil sige regenerative luftvarmere, gjorde det muligt ikke kun at øge effektiviteten af højovnen, men også at reducere eller helt fjerne tilstopningen, hvilket blev observeret i tilfælde af krænkelser af teknologien. Vi kan med sikkerhed sige, at denne opfindelse tillod at bringe processen til perfektion. Moderne højovne fungerer nøjagtigt efter dette princip, selvom deres kontrol nu er automatiseret og giver større sikkerhed.
Historie [| ]
Smeltning af svinejern. Illustration fra 1637 Chinese Encyclopedia højovn fra det 17. århundrede
Se også: Historie med jernproduktion og -brug
De første højovne dukkede op i Kina i det 4. århundrede [1]. I middelalderen i Europa blev den såkaldte. katalansk horn
, hvilket gjorde det muligt at mekanisere bælge ved hjælp af et hydraulisk drev, hvilket bidrog til en stigning i smeltetemperaturen. Det kunne dog stadig ikke kaldes en højovn på grund af dets specielle dimensioner (kubikmeter).
Den nærmeste forgænger for højovnen var styukofen
(højovne) [2], som dukkede op i det 13. århundrede i Steiermark. Shtukofen havde form som en kegle med en højde på 3,5 meter og havde to huller: til injektion af luft (lans) og til at trække kornene ud [3].
I Europa dukkede højovne op i Westfalen i anden halvdel af det 15. århundrede [4], i England begyndte højovne at blive bygget i 1490'erne, i det fremtidige USA - i 1619 [5]. Dette blev muliggjort ved mekanisering. Højovnen var 5 meter høj. I Rusland dukkede den første højovn op i 1630 (Tula, Vinius). I 1730'erne.I Urals fabrikker blev højovne bygget nær bunden af dæmningen, og to enheder blev ofte placeret på det samme fundament, hvilket reducerede bygge- og vedligeholdelsesomkostningerne.
Sprængningen blev i de fleste tilfælde leveret af to kileformede pelse, der arbejdede igen, lavet af træ og læder og drevet af et vandfyldt hjul. Enderne af dyserne på begge bælge blev anbragt i en uafkølet støbejernshylse med rektangulært tværsnit, hvis tå ikke gik ud over murværket. Der blev efterladt et mellemrum mellem dyserne og lansen for at overvåge forbrændingen af kulet. Luftforbruget nåede 12-15 m3 / min ved et overtryk på ikke mere end 1,0 kPa, hvilket skyldtes den lave styrke af pelsen. Parametre med lav blæsning begrænsede smeltningsintensiteten, ovnernes volumen og højde, hvis daglige produktivitet i lang tid ikke oversteg 2 tons og opholdstiden for opladningen i ovnen fra lastningstidspunktet til formationen af støbejern var 60-70 timer. I 1760 opfandt J. Smeton en cylindrisk blæser med støbejernscylindre, hvilket øgede mængden af sprængning. I Rusland optrådte disse maskiner først i 1788 på Aleksandrovsky Cannon Factory i Petrozavodsk. Hver ovn blev betjent af 3-4 luftcylindre, der var forbundet med et vandhjul ved hjælp af en krumtap og et geardrev. Mængden af sprængning steg til 60-70 m3 / min [6].
Det høje forbrug af trækul til produktion af jern forårsagede ødelæggelsen af skovene omkring Europas metallurgiske anlæg. Af denne grund indførte Storbritannien i 1584 en begrænsning af skovhugst til metallurgiske formål, som tvang dette land, rig på kul, i to århundreder til at importere en del af svinejernet til sine egne behov, først fra Sverige, Frankrig og Spanien, og derefter fra Rusland. I 1620'erne. D. Dudley forsøgte at smelte råjern på rå kul, men uden succes. Først i 1735 lykkedes A. Derby II efter mange års erfaring at få kulkoks og smelte svinejern på den. Siden 1735 er kul blevet det vigtigste brændstof i højovnen (Storbritannien, Abraham Darby III) [7].
De lave omkostninger ved koks i sammenligning med trækul, dens høje mekaniske styrke og tilfredsstillende kvalitet af støbejern var grundlaget for den efterfølgende omfattende udskiftning af fossilt brændsel med mineralsk brændstof. Denne proces sluttede hurtigst i Storbritannien, hvor i begyndelsen af det 19. århundrede. næsten alle højovne blev omdannet til koks, mens mineralolie på kontinentet i Europa begyndte at blive brugt senere [8].
Den 11. september 1828 modtog James Beaumont Nilson et patent for brug af varm eksplosion (britisk patent nr. 5701) [9], og i 1829 opvarmede han eksplosionen ved Clyde-anlægget i Skotland. Anvendelsen af eksplosion i højovnen, der kun var opvarmet til 150 ° C i stedet for kold eksplosion, førte til et fald på 36% i det specifikke forbrug af kul, der blev brugt til højovnssmeltning. Nilson kom også på ideen om at øge iltindholdet i eksplosionen. Patentet for denne opfindelse tilhører Henry Bessemer, og den praktiske implementering går tilbage til 1950'erne, hvor iltproduktionen blev mestret i industriel målestok [10].
Den 19. maj 1857 patenterede E. A. Cowper luftvarmere (britisk patent nr. 1404) [11], også kaldet regeneratorer eller cowpers, til produktion af højovne, hvilket gjorde det muligt at spare betydelige mængder koks.
I anden halvdel af det 19. århundrede, med fremkomsten og spredningen af stålfremstillingsteknologier, blev kravene til støbejern mere formaliserede - de blev opdelt i forarbejdning og støberi, mens der for hver type omfordeling af stålfremstilling blev etableret klare krav, herunder dem med hensyn til kemisk sammensætning. Siliciumindholdet i støbejern blev indstillet til 1,5-3,5%. De blev opdelt i kategorier afhængigt af størrelsen på kornet i bruddet.Der var også en separat type støbejern - "hæmatit", smeltet af malm med et lavt fosforindhold (indholdet i støbejern er op til 0,1%).
Konvertering af støbejern varierede i omfordeling. Ethvert støbejern blev brugt til budding, og egenskaberne af det resulterende jern var afhængige af valget af støbejern (hvid eller grå). Gråt støbejern, rig på mangan og silicium og indeholdende så lidt fosfor som muligt, var beregnet til semerisering. Hvide støbejern med lavt silicium med et betydeligt indhold af mangan og fosfor (1,5-2,5% for at sikre den korrekte varmebalance) blev behandlet ved hjælp af Thomas-metoden. Grisejern til sur smeltning med åben ild skulle kun indeholde spor af fosfor, mens kravene til fosforindholdet i hovedprocessen ikke var så strenge [12].
I løbet af det normale forløb af smeltningen blev typen af slagge styret, hvorved det var muligt at estimere indholdet af dets fire hovedbestanddeloxider (silicium, calcium, aluminium og magnesium) groft. Når siliciumholdige slagger har størknet, har de en glasagtig brud. Brækket af slagger rig på calciumoxid er stenlignende, aluminiumoxid gør bruddet porcelænslignende, under indflydelse af magnesiumoxid får det en krystallinsk struktur. Siliceholdige slagger under frigivelse af tyktflydende og tyktflydende. Silikaslag beriget med aluminiumoxid bliver mere flydende, men kan stadig trækkes ind i filamenter, hvis siliciumoxidet i det ikke er mindre end 40-45%. Hvis indholdet af calcium og magnesiumoxider overstiger 50%, bliver slaggen tyktflydende, kan ikke strømme i tynde strømme og danner en rynket overflade, når den er størknet. Den rynkede overflade af slaggen viste, at smeltningen var "varm" - i dette tilfælde reduceres silicium og bliver til støbejern, derfor er der mindre siliciumoxid i slaggen. En glat overflade opstod i smeltningen af hvidt støbejern med et lavt siliciumindhold. Aluminiumoxid overførte slaggeoverfladen flakhed.
Slaggens farve var en indikator for smeltets forløb. Hovedslaggen med en stor mængde calciumoxid havde en grå farve med en blålig farvetone ved smeltning af grafitisk "sort" støbejern i et brud. Ved overførsel til hvide støbejern blev den gradvist gul til brun, og med et "vådt" forløb gjorde et betydeligt indhold af jernoxider det sort. Sure, kiselholdige slagger under de samme betingelser ændrede deres farve fra grøn til sort. Skygger af slaggens farve gjorde det muligt at bedømme tilstedeværelsen af mangan, som giver sur slagge en ametystfarve, og den vigtigste - grøn eller gul [13].
Domæne proces
Moderne ovne til smeltning af støbejern udgør ca. 80% af den samlede mængde støbejern, fra støbepladserne føres det straks til el-smeltning eller værksteder med åben ild, hvor jernmetallet omdannes til stål med de krævede kvaliteter.
Ingots fås fra støbejern, som derefter sendes til producenterne til støbning i kupoler. Til dræning af slagge og støbejern anvendes specielle huller, kaldet taphuller. Imidlertid anvendes der i moderne ovne ikke adskilt, men et fælles taphul divideret med en særlig ildfast plade i kanaler til fødning af støbejern og slagge.
Hvordan fungerer en højovn?
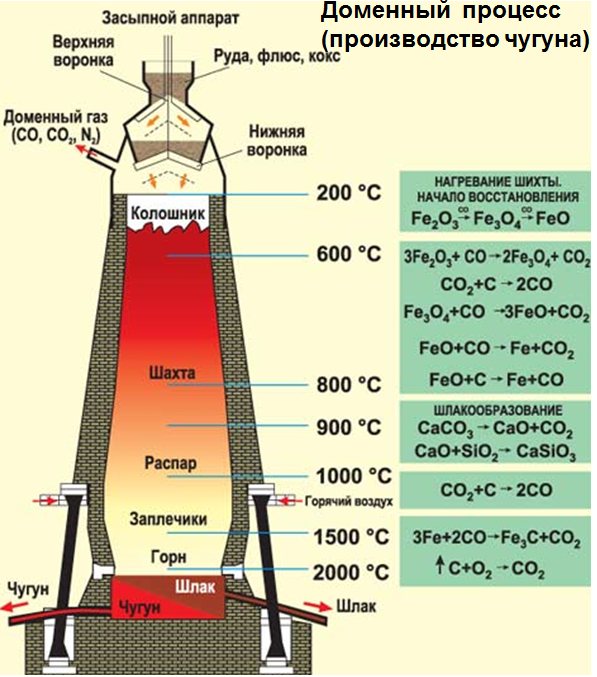
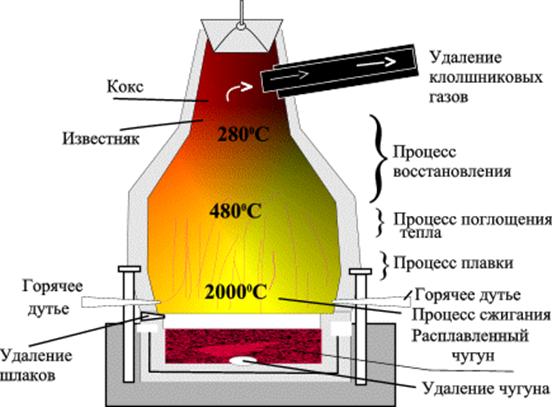
Højovnsprocessen afhænger fuldstændigt af overskuddet af kulstof i ovnens hulrum; den består i termokemiske reaktioner, der forekommer inde, når alle komponenter lægges i og opvarmes.
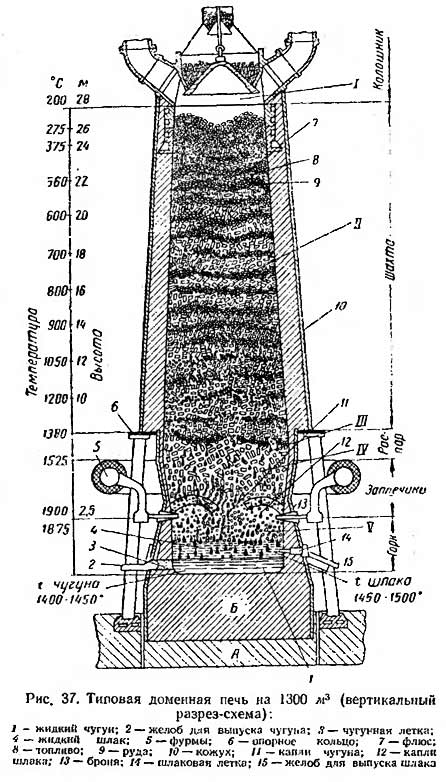
Temperaturen i masovnen kan være 200-250 ° C direkte under toppen og op til 1850-2000 ° C i den aktive zone - damp.
Når varm luft tilføres ovnen og koks antændes i masovnen, stiger temperaturen, processen med nedbrydning af fluxen begynder, hvilket resulterer i, at indholdet af kuldioxid stiger.
Med et fald i søjlen af materiale i ladningen forekommer reduktionen af jernmonoxid, i den nedre del af søjlen reduceres rent jern fra FeO, der strømmer ind i ilden.
Når jernet strømmer ned, kommer det aktivt i kontakt med kuldioxid, mætter metallet og giver det de krævede egenskaber. Det samlede kulstofindhold i jern kan variere fra 1,7%.
Sådan fungerer højovnen
Det er en enorm lodret ovn, der fungerer kontinuerligt. Råmaterialer føres ind i ovnen ovenfra gennem lastakslen. Råmaterialerne til smeltning er koks, jernmalm og tilsætningsstoffer (kalksten), som hjælper med at udvinde unødvendige urenheder fra malmen. De fyldte ingredienser opvarmes med varm luft i hoveddelen af masovnen. I processen med opvarmning frigiver kokskul, forbrænding, kulilte, som tjener processen til reduktion af jernmalm. Slaggene, der vises under reduktionen af jernmalm, kombineres med tilsætningsstoffer (kalksten). På dette trin er slaggene i flydende tilstand, og det udfældede metal er i fast tilstand.
Metallet sænkes ned i ovnen og gennemgår en dampningsproces. I dette rum i ovnen når temperaturen 1200 grader Celsius, hvilket letter smeltningen af metallet. Slaggen, som har en densitet, der er lavere i sammenligning med metallet, forbliver på den smeltede metaloverflade, hvilket forhindrer oxidationsprocesser. Den hastighed, hvormed processen med at sænke støbejernet ned i masovnen, kaldes produktivitet. Jo hurtigere det sker, jo højere er højovnens produktivitetsforhold. Adskillelsen af slagge og færdigt støbejern udføres i sidste trin gennem specielle huller og har sine egne teknologiske egenskaber.

Højovnsdiagrammer
Højovnsdiagrammer i sektion (forskellige muligheder):
Skema 1
Skema 2
Skema 3
Skema 4
Skema 5
Noter [| ]
- En utrolig historie med kinesiske opfindelser
- Gåderne fra den osteblæsende smedje
- HØJOVN
- Højovn
- Babarykin, 2009, s. fjorten.
- Babarykin, 2009, s. femten.
- Højovnsproduktion af svinejern
- Babarykin, 2009, s. 17.
- Woodcroft B.
Emneindeks (kun lavet af titler) på patenter ifølge opfindelsen fra 2. marts 1617 (14. James I.) til 1. oktober 1852 (16. Victoriae). - London, 1857. - S.347. - Karabasov, 2014, s. 73.
- Woodcroft B.
Kronologisk indeks over anvendte patenter og indrømmede patenter for året 1857. - London: Great Seal Patent Office, 1858. - S. 86. - Karabasov, 2014, s. 93.
- Karabasov, 2014, s. 94.
- Khodakov Yu.V., Epshtein D.A., Gloriozov P.A.
§ 78. Produktion af råjern // Uorganisk kemi. Lærebog til lønklasse 9. - 7. udgave. - M.: Uddannelse, 1976. - S. 159-164. - 2.350.000 eksemplarer
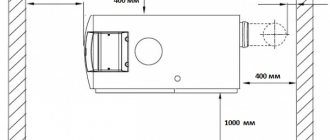
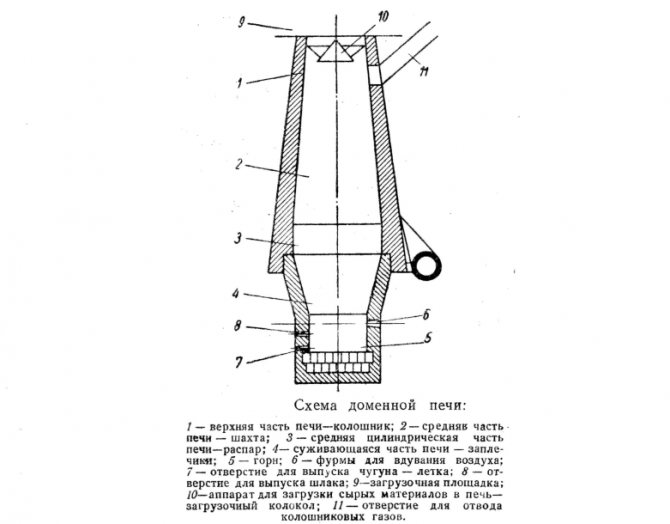
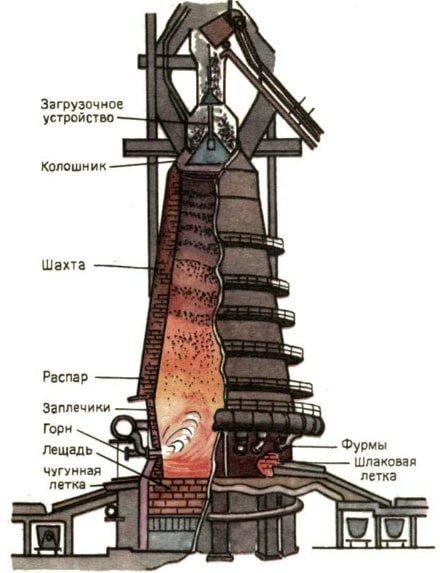
Højovnsindretning
Højovnsdesignet er meget komplekst, det er et stort kompleks, der inkluderer følgende elementer:
- varm eksplosionszone;
- smeltezone (dette inkluderer smedning og skuldre);
- damp, det vil sige den zone, hvor FeO reduceres;
- en mine, hvor Fe2O3 reduceres;
- top med forvarmning af materiale;
- læsning af ladning og koks;
- højovnsgas;
- det område, hvor søjlen af materiale er placeret
- udtag til slagge og flydende jern;
- indsamling til affaldsgasser.
Højden på højovnen kan nå 40 m, vægt - op til 35.000 tons, arbejdsområdets kapacitet afhænger af kompleksets parametre.
De nøjagtige værdier afhænger af virksomhedens arbejdsbyrde og dets formål, krav til det opnåede metalvolumen og andre parametre.
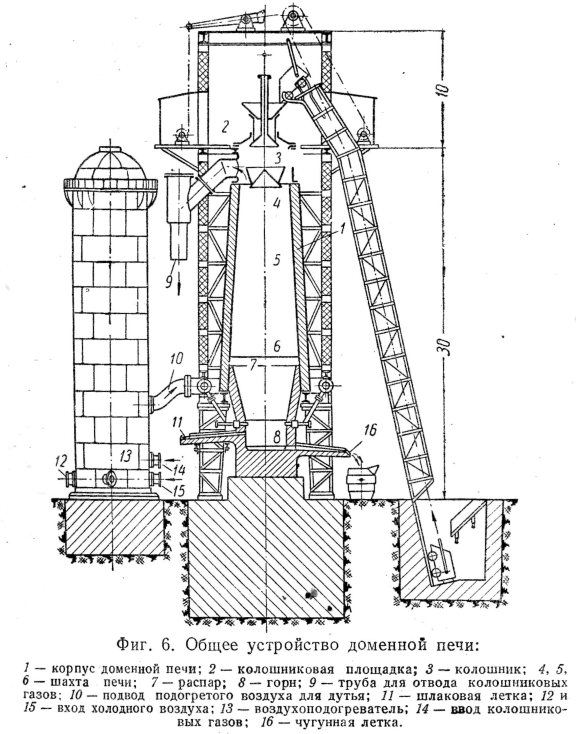
En mere detaljeret version af enheden:
Udladninger af reparation af højovne
For at opretholde højovnens driftstilstand udføres større reparationer regelmæssigt (hvert 3-15 år). Det er opdelt i tre typer:
- Den første kategori inkluderer arbejde med frigivelse af smelteprodukter, inspektion af udstyr, der anvendes i den teknologiske proces.
- Den anden kategori er en komplet udskiftning af udstyrsprodukter, der er underlagt reparationsarbejde.
- Den tredje kategori kræver en komplet udskiftning af enheden, hvorefter en ny påfyldning af råmaterialer udføres med glatning af højovne.
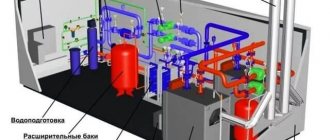
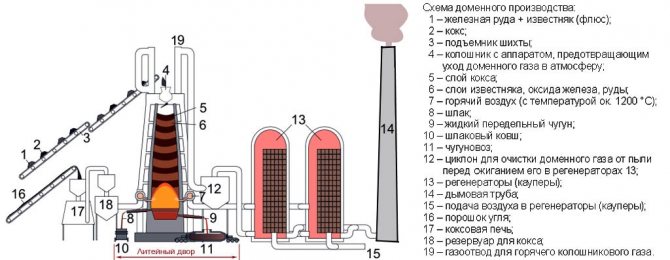
Systemer og udstyr
En højovn er ikke kun en installation til produktion af svinejern, men også adskillige hjælpeenheder. Dette er et afgifts- og koksforsyningssystem, fjernelse af slagge, smeltet jern og gasser, et automatisk kontrolsystem, cowpers og meget mere.
Ovnens driftsprincipper er forblevet de samme som for århundreder siden, men moderne computersystemer og industriel automatisering har gjort højovnen mere effektiv og mere sikker.
Cowpers
Det moderne højovnsdesign involverer brugen af en kappe til opvarmning af den tilførte luft. Dette er en cyklisk enhed lavet af varmebestandigt materiale, der giver opvarmning af dysen op til 1200 ° C.
Ved afkøling tænder cowveren emballagen til 800-900 ° C, hvilket giver mulighed for at sikre kontinuiteten i processen, reducere koksforbruget og øge strukturens samlede effektivitet.
Tidligere blev en sådan enhed ikke brugt, men startede fra det 19. århundrede. det er nødvendigvis en del af højovnen.
Antallet af mindre batterier afhænger af kompleksets størrelse, men normalt er der mindst tre af dem, hvilket gøres med forventning om en mulig ulykke og bevarelse af ydeevnen.
Top-top apparater
Top-bottom apparater - denne del er den mest kritiske og vigtige, der inkluderer tre gasventiler, der fungerer efter et koordineret skema.

Cyklussen for denne knude er som følger:
- i udgangspositionen hæves keglen, den blokerer udgangen, den nedre kegle sænkes;
- skipet indlæser opladningen i toppen;
- en roterende tragt drejer og fører råmaterialet gennem vinduerne til en lille kegle;
- tragten vender tilbage til sin oprindelige position og lukker vinduerne;
- den lille kegle sænkes, belastningen går ind i mellemrummet, hvorefter keglen stiger;
- den store kegle indtager sin oprindelige position og frigiver ladningen i hulovnen i masovnen til behandling.
Springe
Skip er specielle opladere. Ved hjælp af sådanne hejseværker griber oversko fra springgropen råmaterialet, der leveres opad langs den skrånende overføring.
Derefter væltes galoserne, hvorved ladningen føres ind i lasteområdet og returneres nedad for at få en ny del. I dag udføres denne proces automatisk, specielle edb-enheder bruges til kontrol.
Tuyeres og taphuller
Dysen på ovnlansen ledes ind i dens hulrum, gennem hvilken smelteprocessens forløb kan observeres. Til dette monteres peepers med varmebestandige briller gennem specielle luftkanaler. Ved skæringen kan trykket nå værdier på 2,1-2,625 MPa.
Hullerne bruges til at dræne støbejern og slagge; straks efter frigivelse er de tæt forseglet med specielt ler. Tidligere blev der brugt kanoner, som var foret med en plastkerne, i dag bruges fjernstyrede kanoner, som kan komme tæt på strukturen. Denne beslutning gjorde det muligt at reducere traumet og ulykkesfrekvensen i processen for at gøre den mere pålidelig.
Hvordan laver man en højovn med egne hænder?
Nuancer
Produktionen af råjern er en meget rentabel forretning, men det er umuligt at organisere produktionen af jernholdigt metal uden alvorlige økonomiske investeringer. En højovn med dine egne hænder under "håndværksforhold" er simpelthen uopnåelig, hvilket er forbundet med mange funktioner:
- ekstremt høje omkostninger ved en højovn (kun store anlæg har råd til sådanne omkostninger);
- kompleksiteten af designet, på trods af at tegningen af højovnen kan findes offentligt (over diagrammet), fungerer det ikke at samle en fuldgyldig enhed til produktion af støbejern;
- enkeltpersoner og individuelle iværksættere kan ikke deltage i aktiviteter til fremstilling af støbejern, for dette vil simpelthen ingen udstede en licens;
- aflejring af råmaterialer til jernholdig metallurgi er næsten udtømt, der er ingen pellets eller sinter ved gratis salg.
Men derhjemme kan du samle en efterligning af en ovn (mini-højovn), som du kan smelte metal med.
Men disse værker kræver maksimal opmærksomhed og er stærkt modløse i mangel af erfaring. Hvorfor kræves en sådan konstruktion? Ofte er dette opvarmning til et drivhus eller sommerhus med det mest anvendte brændstof.
Værktøj og materialer
For at lave en struktur derhjemme skal du forberede:
- metaltønde (kan udskiftes med et rør med stor diameter);
- to stykker cirkulært rør med en mindre diameter;
- sektion af kanalen;
- Stålplader;
- niveau, stiksav til metal, målebånd, hammer;
- inverter, sæt elektroder;
- mursten, ler mørtel (nødvendigt for fundamentet af strukturen).
Alt arbejde skal kun udføres på gaden, da processen er ret snavset og kræver ledig plads.
Trin-for-trin instruktion
- På det forberedte emne i form af en tønde skæres toppen af (den skal være tilbage, da det bliver nødvendigt yderligere).
- En cirkel med en diameter, der er mindre end cylinderdiameteren, er skåret ud af stål, der er lavet et hul i det til et rør.
- Røret er forsigtigt svejset til cirklen; i bunden er sektioner af kanalen fastgjort ved svejsning, som presser brændstoffet ned under driften af ovnen.
- Ovnovertrækket er lavet af den tidligere skårne bund af tønden, hvori der er lavet et hul til en pantelåg med en dør. Det er også nødvendigt at fremstille en dør, hvorfra askerester fjernes.
- Ovnen skal installeres på fundamentet, da den under drift bliver meget varm. For at gøre dette installeres først en betonplade, derefter lægges flere rækker mursten ud og danner en fordybning i midten.
- For at fjerne forbrændingsprodukterne monteres en skorsten; diameteren på den lige del vil være større end diameteren på ovnlegemet (krævet for bedre udstødning af gasser).
- Reflektoren er ikke et obligatorisk element i designet, men dens anvendelse kan forbedre ovnens effektivitet.
Designfunktioner
Funktionerne i en sådan selvfremstillet ovn er:
- effektivitetsniveauet er godt;
- der er mulighed for at arbejde i offline-tilstand op til 20 timer;
- det er ikke aktiv forbrænding, der forekommer i ovnen, men ulder med konstant varmetilførsel.
Den største forskel mellem en "husholdnings" højovn vil være begrænsningen af lufttilgang til forbrændingskammeret, dvs. ulmning af træ eller kul vil forekomme ved et lavt iltniveau. En industriel højovn fungerer efter et lignende princip, men husholdningsovne bruges kun til opvarmning, metal kan ikke smeltes i den, selvom temperaturen inde i kammeret vil være tilstrækkelig.











Hvad består et domænenavn af?
Alle domæner er arrangeret hierarkisk: de består af dele (niveauer). Domæner på det tredje niveau oprettes på basis af domæner på det andet niveau og domæner på det andet niveau - på basis af domæner fra det første niveau. Lad os se nærmere på typerne af domæner:
- Domæne på det andet (tredje, fjerde osv.) Niveau
eller
underdomæne
- venstre side af domænet til punktet. I praksis er dette enhver kombination af tegn, som vi finder på med navnet på vores fremtidige websted (
Youtube
.com,
butik
.reg.ru). Hvad kalder du et skib, som de siger, men det er en helt anden SEO-historie. - Første niveau domæne
eller
domænezone
- den højre del af domænet efter prikken. Denne del kan ikke stilles af andre end ICANN. Ved at registrere et "domæne" kommer vi med et andet niveau domæne og vælger en zone. De er
geografisk
(.RU - Rusland, .EU - EU-lande, .AC - Ascension Island osv.) Eller
tematisk
(fra gammeldags som .COM. - kommercielt område .BIZ - forretningsområde til nye gTLD'er: .FLOWERS, .HEALTH, .Børn osv.). - Domæne nul niveau
- prik efter domænezonen (reg.ru
.
), som ikke vises i adresselinjen og udelades, når domænet indtastes i browserbjælken.
Omkostninger baseret på eksemplet på effektivitet nr. 7
Fremstillingen af højovne er en ressourceintensiv og kostbar proces, der ikke kan sættes i gang. Da højovne udelukkende anvendes i industrien, udføres deres design og samling for et specifikt metallurgisk kompleks, der inkluderer mange objekter og noder i den interne infrastruktur. Denne situation observeres ikke kun i Den Russiske Føderation, men også i andre lande i verden, der har deres egne metallurgiske faciliteter.
Omkostningerne ved fremstilling og installation af en højovn er ret høje, hvilket er forbundet med arbejdets kompleksitet. Et eksempel er det store højovnekompleks nr. 7 kaldet "Rossiyanka", installeret i 2011. Dens omkostninger beløb sig til 43 milliarder rubler, de bedste ingeniører fra RV og fremmede lande var involveret i produktionen.

Komplekset inkluderer følgende enheder:
- modtageanordning til malm;
- forsyningsstationer til bunkerovergangen og centralenheden;
- bunker overføring;
- kompressorstation (installeret i støbegården);
- installation til injektion af pulveriseret kul;
- genbrug af kraftvarme;
- kontrolcenter og administrativ bygning;
- støberi gård;
- højovn;
- blokke til luftopvarmning;
- pumpestation.
Kompleks produktivitet:
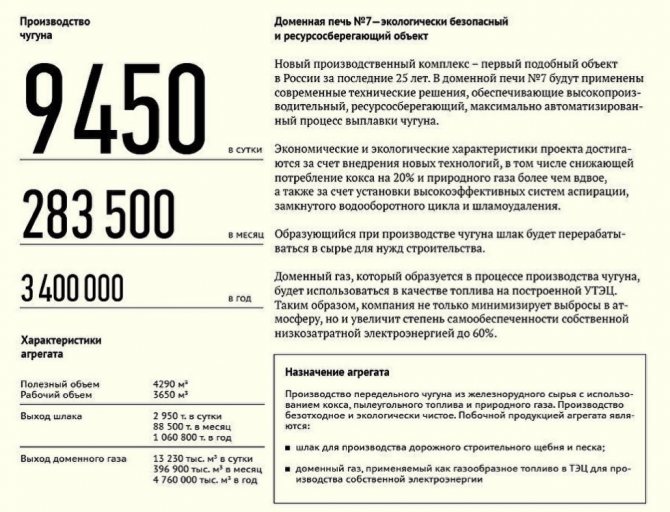
Det nye kompleks sikrer produktion af mere end 9450 ton svinejern om dagen, ovnens nyttige volumen er 490 kubikmeter, og arbejdsvolumenet er 3650 kubikmeter. Designet af højovnen sikrer affaldsfri og miljøvenlig produktion af svinejern; højovnsgas til termiske kraftværker og slagge, der anvendes i vejbyggeri, opnås som biprodukter.
Støbejernshane [| ]
Haneovn af jernovn
Det er en rektangulær kanal 250-300 mm bred og 450-500 mm høj. Kanalen er lavet i ildfast murværk i ilden i en højde på 600-1700 mm fra overfladen af kolben. Kanaler til slagghuller er anbragt i en højde på 2000-3600 mm. Støbejernshullets kanal lukkes med en ildfast masse. Støbejernshanen åbnes ved at bore et hul med en diameter på 50-60 mm med en boremaskine. Efter frigivelse af svinejern og slagge (i moderne store højovne udføres frigivelse af svinejern og slagge gennem støbejernsdyser), er hullerne tilstoppet med en elektrisk pistol. Kanonens tå indsættes i vandhullet, og en ildfast ildfast masse føres ind i den fra kanonen under tryk. Højovnsslaggekranen er beskyttet af vandkølede elementer, samlet betegnet slaggepropper, og en pneumatisk betjent, fjernstyret håndtagstruktur. Højovnsovne (3200-5500 m3) er udstyret med fire støbejernsbånd, der fungerer skiftevis og et slagghane. Frigivelsen af svinejern og slagge fra højovnen inkluderer følgende operationer:
- åbning af støbejernshanen (om nødvendigt og slagge);
- service direkte relateret til udstrømning af svinejern og slagge
- lukning af støbejernshanen (hvis slaggen blev frigivet gennem slaggen, derefter slaggen);
- reparation af et huller og tagrender.